![]()
光造形(SLA)
光造形(SLA)の特徴や造形原理の紹介、注意事項について詳しく紹介しております。
-

なめらかでツヤのある造形品を製作可能!
古くから愛される人気の造形方式です比較的細かい形状の再現も可能な造形方式です。研磨による仕上げも行いやすく、デザインモックや型を取るためのマスターとして使われることもあります。
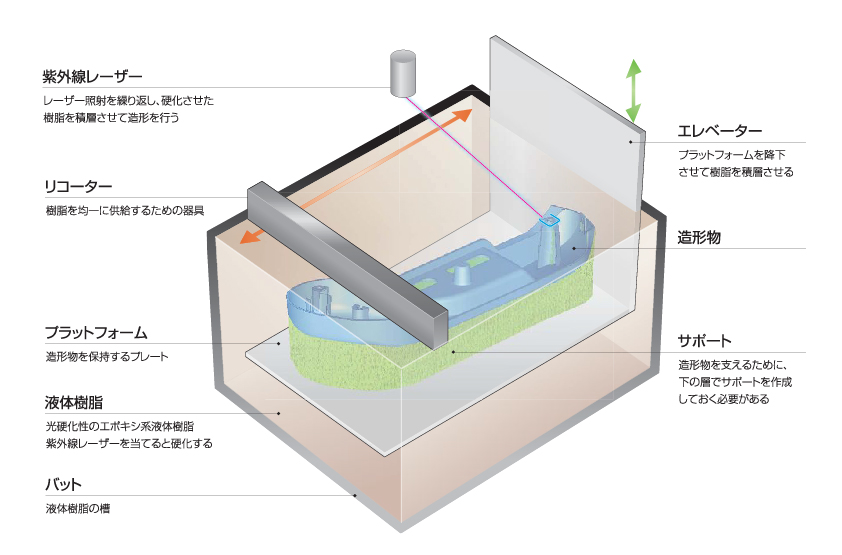
紫外線によって固まる液体の樹脂を、上から紫外線レーザーを当て、化学反応により硬化させて造形します。製作時にサポートという形状が付きます。
このページの目次
造形工程紹介
-
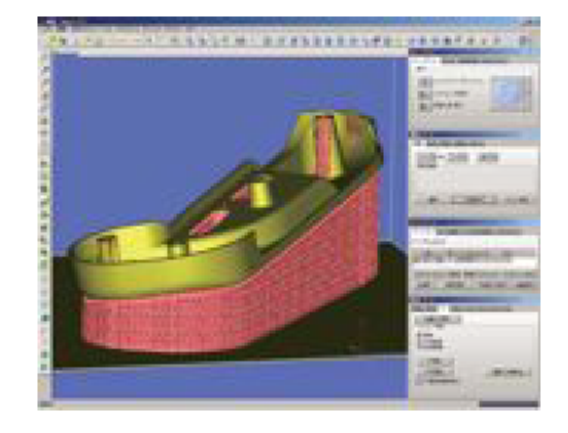
手順1:造形データの準備
STLデータを造形機の中にレイアウト・サポート形状を付与し、スライスデータ化・造形条件設定を行い造形機に読み込ませます。
-
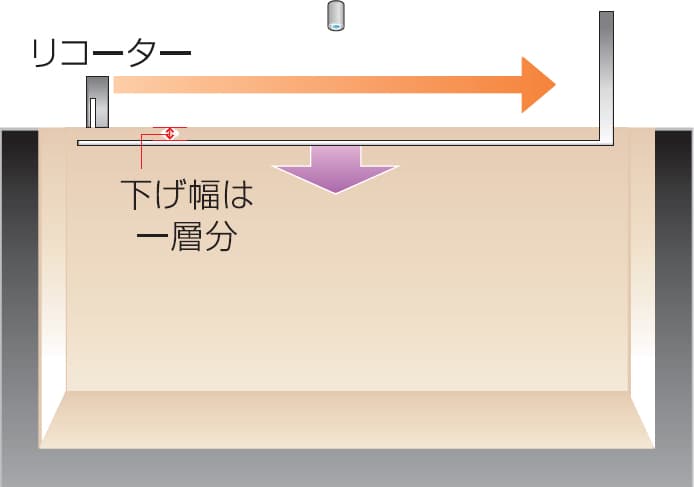
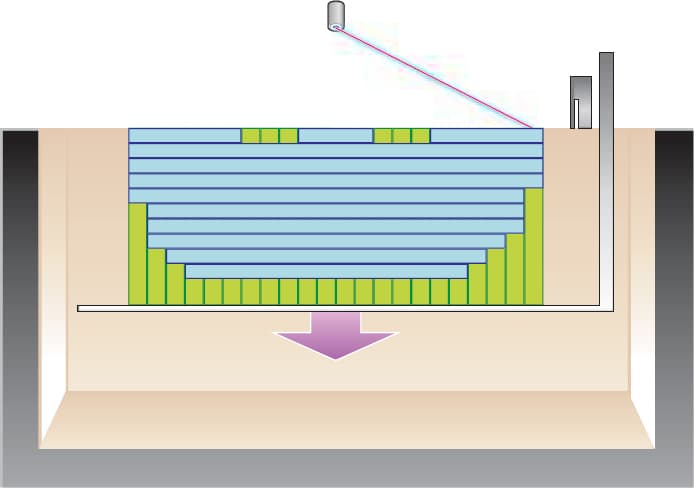
手順2:液面の均一化
造形するプレートを一段さげ、その上からリコーターを動かし、樹脂材料の液面をならします。
-
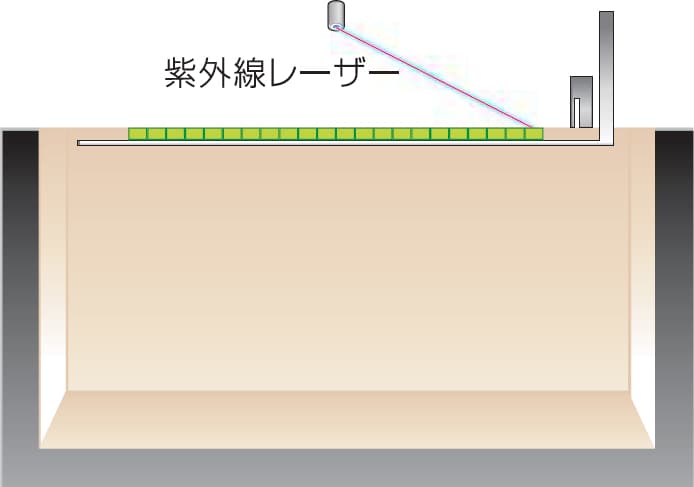
手順3:サポート作成
液状の材料の上に紫外線レーザーを走らせサポート形状を作成します。レーザーが走った場所だけが化学反応により固まります。
-
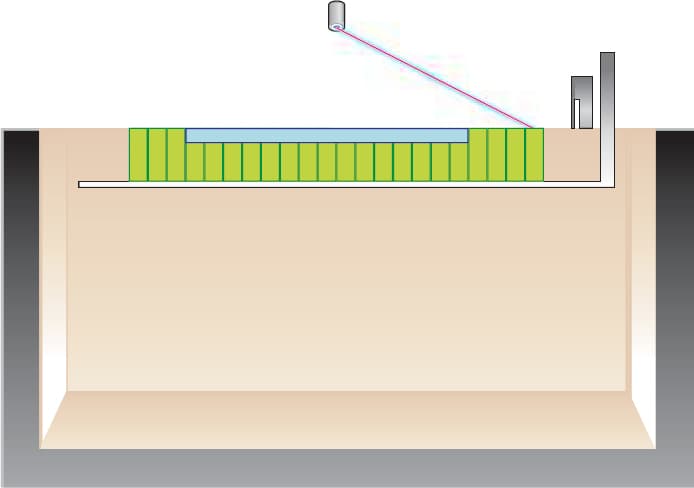
手順4:造形
サポート形状の上に、製品となる部分を同じ紫外線レーザーを液面に走らせることで造形します。
-
手順5:造形
レーザー照射とリコーターで液面の均一化を交互に行いながら造形していきます。
-

手順6:取り出し
造形が終わったら、造形機の外に取り出します。
-

手順7:洗浄
特殊な洗浄液で製品の周りについてる余分な固まっていない材料を取り除きます。
-

手順8:2次硬化(ポストキュア)
出来上がったばかりの造形品はまだ固まり切っていないので、さらに数時間光を当てて完全に硬化させます。
-

手順9:サポート除去(有料オプション)
造形品からサポートを取り除き、ついていた箇所を紙やすりでならします。
造形機の中の構造
光造形のサポートについて
-
「サポート」とは?
光造形には、サポートとよばれる造形中に製品を支えるための柱構造が必要になります。光造形の場合、サポートは製作と同じ材料で作られています。配送時のクッションにもなるので、つけたままお届けしております。
-
サポートの外し方
サポートは外しやすいようにパーツに接する部分が細くなっており、手で外すことができます。
先端が非常に細いので、作業の際は軍手などを使用してください。-
手順1:本体に接している細いサポート部分を強く押すと、メリメリっとサポートが潰れるので、本体に力がかからない様に注意し塊状に外していきます。
-

手順2:パーツに残ったサポートも、摘み取るようにむしることができます。
-

手順3:ニッパーなどを使っても構いません。細かい部分はカッターなどを使用します。
-

手順4:最後に、サポートの跡を紙やすりなどで滑らかにして完了です。
-
-
光造形サポート除去サービスのご案内
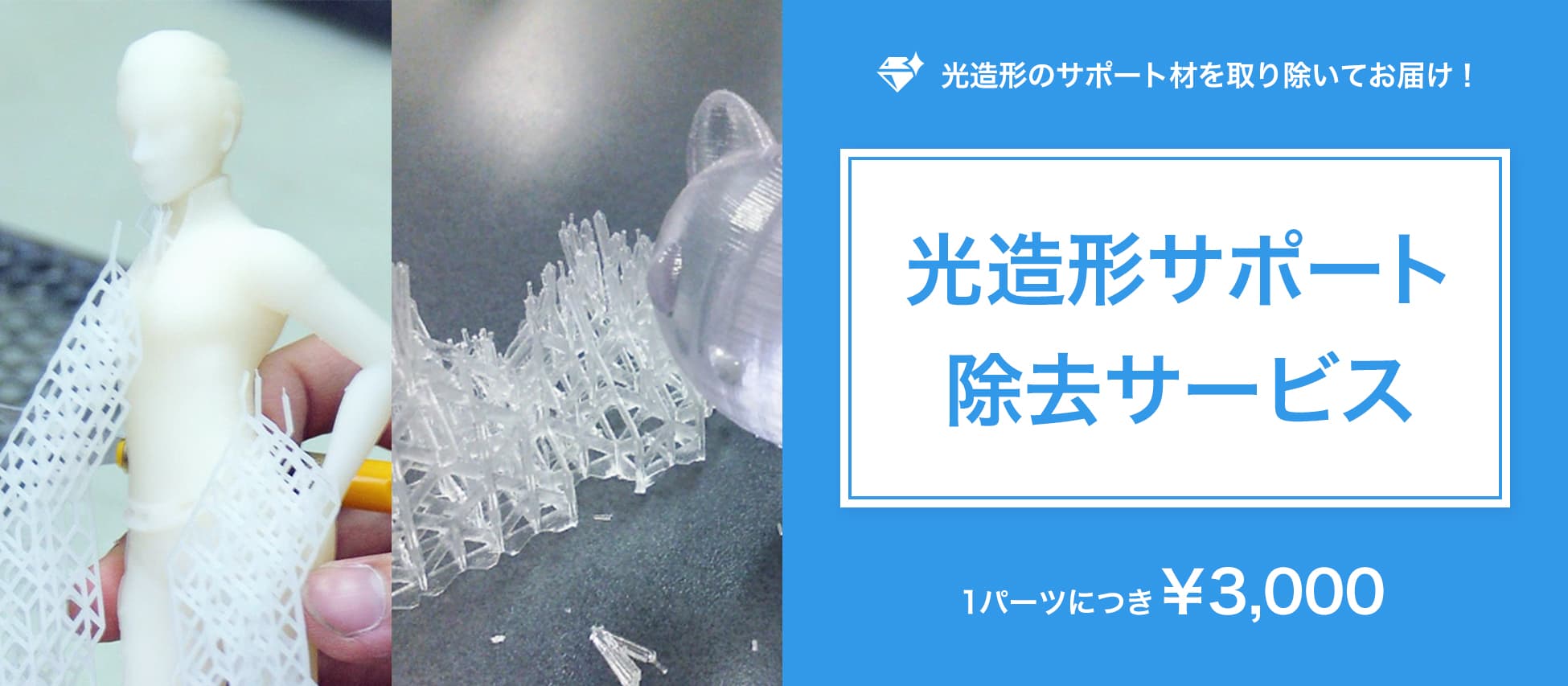
1パーツにつき3,000円にて、サポート除去サービスを承っております。お急ぎの場合などに、是非ご利用ください。詳しいサービス内容はこちらをご確認ください。

造形事例紹介
造形品の注意事項
-
形状の再現性について
- 再現できる最小板厚
- 透明材料:0.8mm
ABSライク:1.0mm - 微細形状の再現性
- 凸形状:推奨値0.8mm以上(ただし、サポート除去時に破損の懸念が有ります)。
凹形状:推奨値1.0mm以上(ただし、サポート除去時に破損の懸念が有ります)。 - 特定の変形しやすい形状
-
箱形状 開口部が変形してしまう可能性があります。 板形状 反り、変形が発生します。 塊形状 寸法管理が難しく(データ値よりショート傾向にある)、反りやヒケが著しく起こる可能性があります。
-
製品の外観に関して
- 気泡混入について
- 造形品内部にΦ1㎜以下の気泡が混入する事があります。
- 三角パッチ
- 造形方向により、積層のエッジ部分が強調され線が入ったように見えることがあります。
- その他
- 造形方向により、積層のエッジ部分が強調され線が入ったように見えることがあります。
樹脂硬化タイミングの差から樹脂にヒケまたは、ライン上の段差が発生することがあります。
-

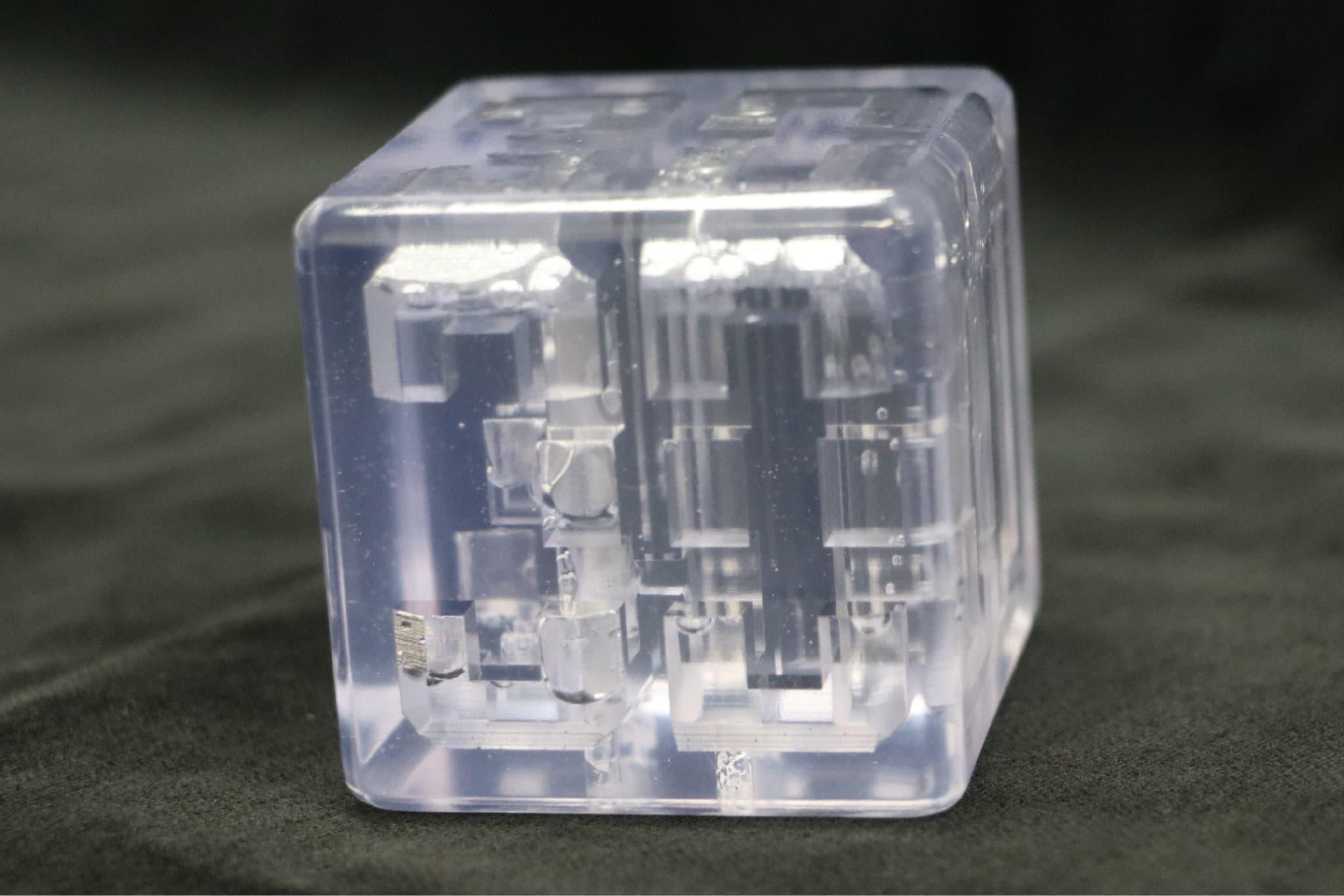
透明材料の透明度について
透明材料は光の透過性があり、造形素地は積層痕(積層段差)が刻まれるため磨きのみの場合、透明度が低下します。透明度を上げる為には#400以上で磨いた後に、クリアコートを塗布してください。
-

劣化・変色・変形について
光造形の素材は紫外線に当たることにより変色又は変形します。また湿気にも弱く、変形速度を増加させる要因となります。
-
材料残り・サポート残りについて
中空形状の場合、内部の液体樹脂を取り除く為、Φ5mm以上の穴を2か所以上データに設ける必要があります。また、袋小路や微細部に樹脂が残り硬化することがあります。
中空形状の場合は内部にサポートが立ち、除去できない場合があります。また、形状により除去できない箇所にサポートが配置される可能性があります。-
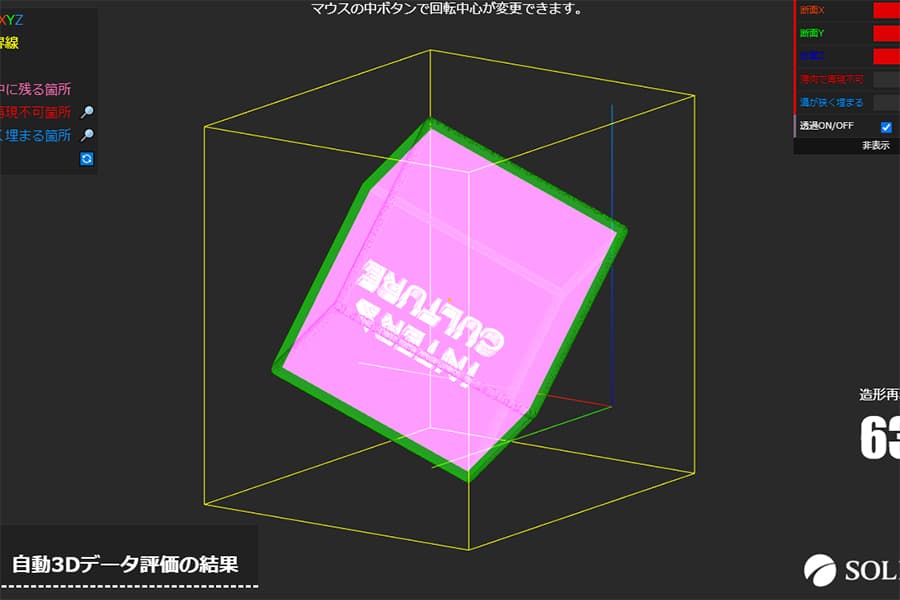
自動3Dデータ評価システムで中空形状が検出されている様子
-
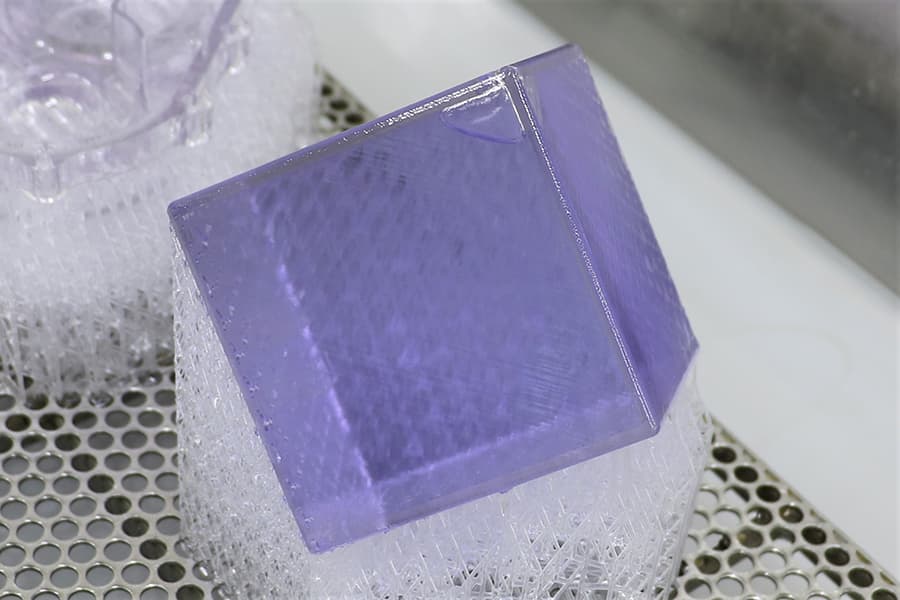
光造形の中に液状の材料が残っている様子
※サポートの除去が不可能な例
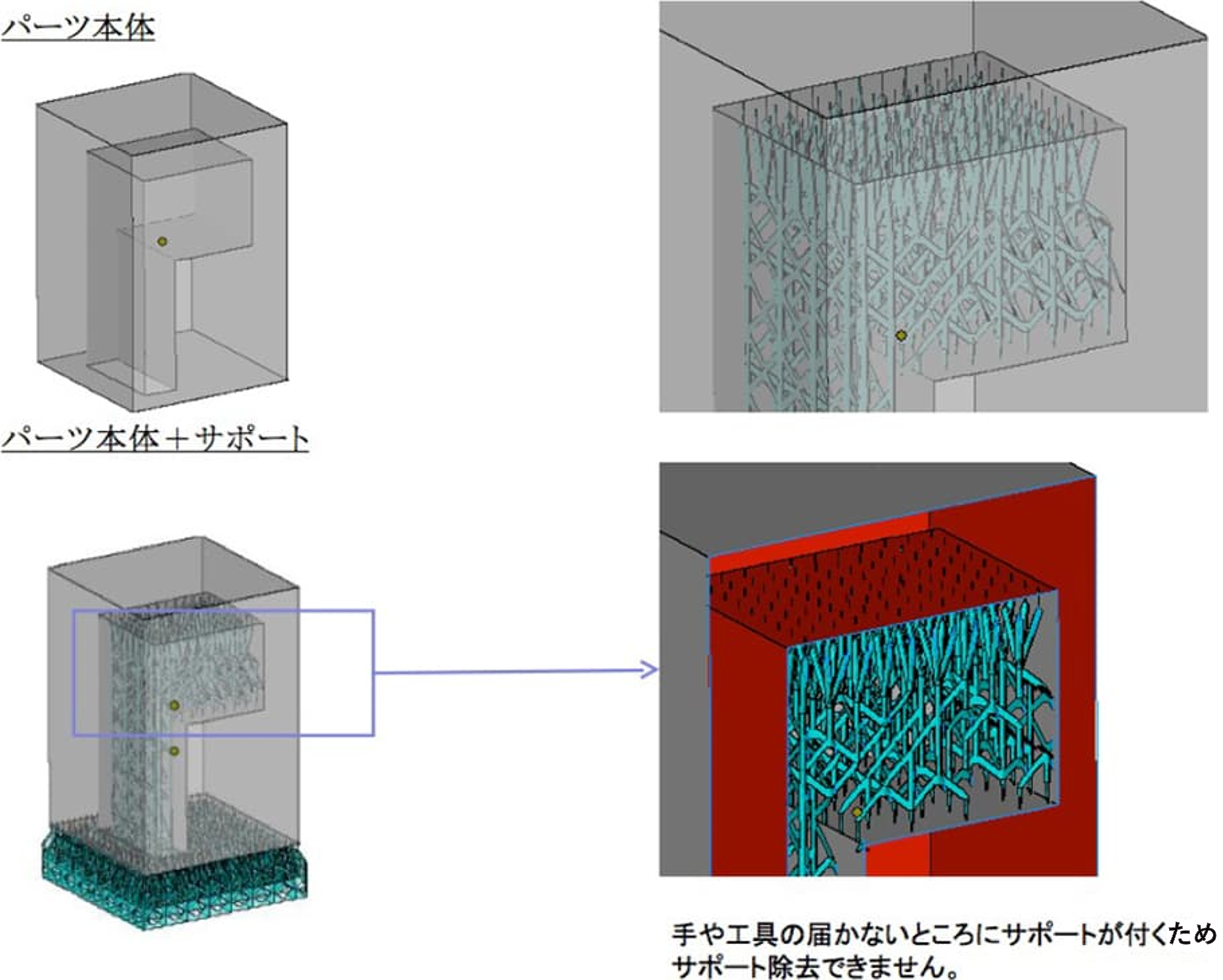
-